Doğru Alıştırma (Rodaj)
Şerit testerelerin ve bıçakların hatalı alıştırılması (rodaj yapılmaması), kesici ağızda kırılmalara neden olabilir ve şeridin ömrünü ciddi şekilde kısaltır.
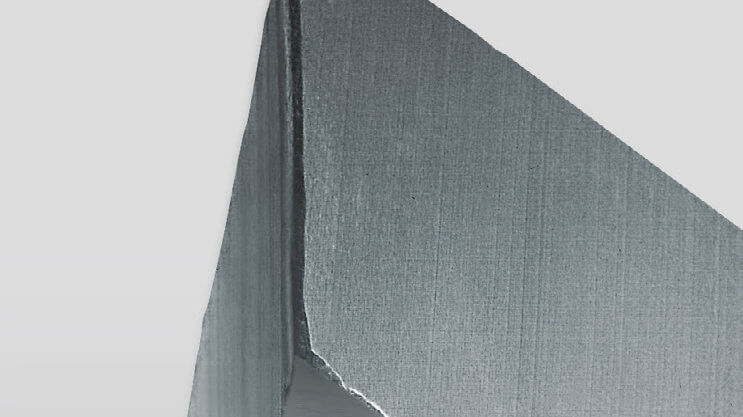
Doğru alıştırma sayesinde optimum şekilde yuvarlatılmış kesici kenar

Yanlış alıştırma sırasında aşırı yük, kesici kenarda mikro kırılmalara neden olur

Kenar yarıçapı çok küçük olan yeni kesici kenar
Mükemmel Rodaj – Kullanım Ömrünü Maksimuma Çıkarın
Şerit testereler ve bıçaklar doğru şekilde rodajdan geçirilmelidir. Bu, maksimum kullanım ömrü sağlar ve takım ile kurulum maliyetlerini azaltır.
Çok keskin diş uçları, hafif körelmiş olanlara göre daha kırılgan ve hassastır.
Doğru rodaj işlemi sayesinde kesici kenarlar ideal şekilde yuvarlanır.
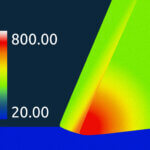
Bir şerit testere için en büyük yük
termal (ısı) yüktür!
Şerit ne kadar hızlı çalışırsa
diş ucu o kadar fazla ısınır.
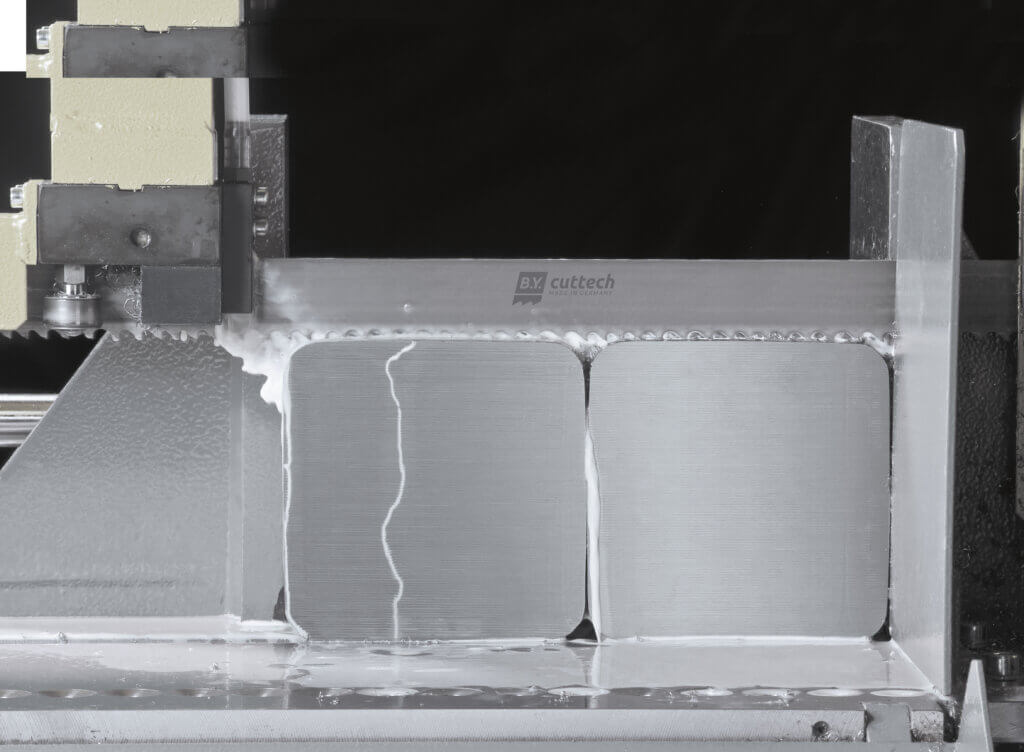
Öncelikle kesilecek malzemenin türüne, ölçülerine ve kullanılan şerit tipine göre doğru kesme ve ilerleme hızı belirlenmelidir.
Yeni şerit testereler başlangıçta titreşim ve ses yapabilir. Böyle bir durumda kesme hızını bir miktar düşürün.
Şerit titreşimsiz çalışmaya başladıktan sonra, kesme hızını ve ilerlemeyi kademeli olarak maksimum seviyeye çıkarabilirsiniz.
Bimetal Şerit Testereler
Şerit testerenin rodajı için, ilk 300–500 cm² kesim alanında veya ilk 15 dakika boyunca,
önerilen kesme hızı ile birlikte yarı besleme (ilerleme) kullanılması tavsiye edilir.
Uygun bir rodaj süresinin ardından, besleme ve kesme hızı kademeli olarak önerilen seviyeye çıkarılmalıdır.
Karbür (Sert Metal) Şerit Testereler
Rodajın ilk 30 dakikası boyunca, malzemeden bağımsız olarak aşağıdaki değerler önerilir:
Malzeme kesitleri 600 mm’ye kadar ise:
Kesme hızı: 30 m/dk
Besleme: 5 mm/dk
Malzeme kesitleri 600 mm üzeri ise:
Kesme hızı: 25 m/dk
Besleme: 3 mm/dk