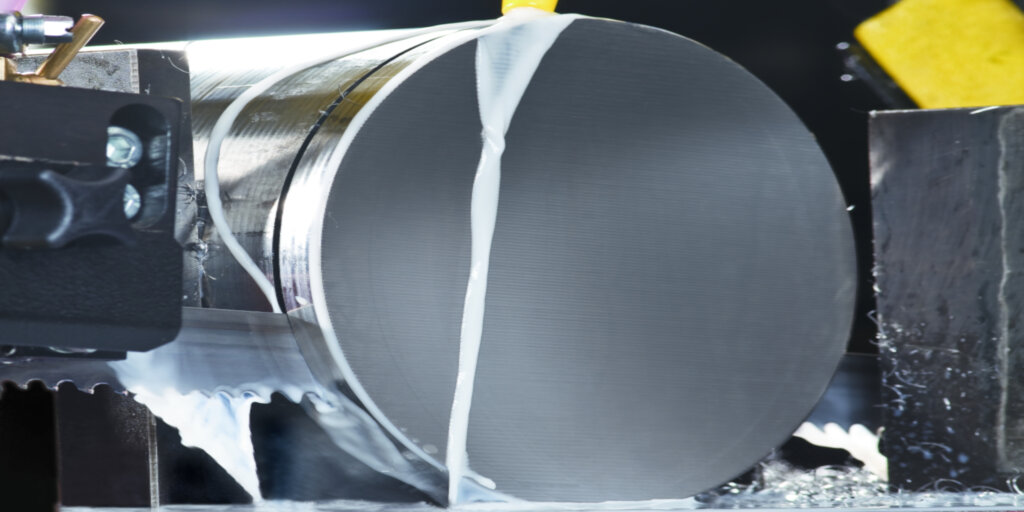
Soğutma ve Yağlama
Soğutma sıvıları, testere dişlerinin ve iş parçasının aşırı ısınmasını önler.
Bu sayede şerit testerenin kullanım ömrü artırılabilir.
Ayrıca talaşların kesim bölgesinden uzaklaştırılmasına yardımcı olur.
Çoğu metal malzemede soğutma ve yağlama kullanımı zorunludur.
Alüminyum ve alüminyum alaşımlarında ise diş aralarının talaşla dolmasını önler
ve daha iyi yüzey kalitesi elde edilmesini sağlar.
Dökme demir, pirinç ve bazı metal olmayan malzemelerde (plastik, grafit vb.)
genellikle yağlama gerekmez.
Görevleri
- Sürtünmeden kaynaklanan ısıyı azaltmak
- Takım aşınmasını azaltmak
- Sürtünmeyi azaltmak
- Talaş tahliyesini sağlamak
- Yıkama (temizleme) etkisi sağlamak
- Belirli bir yüzey kalitesi sağlamak
- Korozyon koruması
Yetersiz Soğutmanın Olası Etkileri
- Dişlerin daha hızlı aşınması
- Yapışma (yığılma) ve ardından diş kırılması
- Talaşların düzgün tahliye edilememesi
- Dişlerin aşırı ısınması
- Mikro çatlaklar veya diş uçlarının kırılması
Minimum Miktarlı Soğutma (MMKS)
Borular, profiller ve kirişler genellikle minimum miktarlı soğutma sistemi (MMKS) ile kesilir.
MMKS’nin avantajı, kesimin neredeyse kuru yapılması ve yüzeyde yağ kalıntısı bırakmamasıdır.
Mikro Dozaj Sistemi
- Yağlayıcının, şerit testere dişleri iş parçasına girmeden önce püskürtülmesi
- Sadece kısa temas uzunluklarında kullanımı uygundur
- Soğutma etkisi yoktur, yıkama etkisi yoktur
- Boruların ve profillerin kesiminde avantaj sağlar
- Dikey şerit testere makinelerine kolayca entegre edilebilir
Kullanım Alanları
- Borular
- Profiller
- Küçük demet kesimleri
- Masif malzeme Ø 250 mm’ye kadar (yapı çelikleri)
- Masif malzeme Ø 100 mm’ye kadar (paslanmaz çelikler)
- Alüminyum işleme
Soğutma Sıvısı Konsantrasyonu
İdeal oran yaklaşık %10–12’dir. %7’nin altındaki soğutma oranlarından kaçınılmalıdır,
%5 seviyesinde ise neredeyse hiçbir etki görülmez. Çok yüksek konsantrasyonlarda ise soğutma etkisi azalır!
Soğutma sıvısındaki yağ oranı el refraktometresi ile kontrol edilmeli ve gerekirse ayarlanmalıdır.
Emülsiyonun yağ oranı, kesilecek malzemeye göre optimize edilmelidir.
-
Bimetal = %7 yağ oranı
-
Karbür (sert metal) = %10–15 yağ oranı
-
Yağlama yok = %3’ün altında yağ oranı