Doğru Şerit Seçimi
Uygun şerit testere bıçağını seçerken çeşitli faktörler dikkate alınmalıdır:
- İş parçasının boyutu ve şekli
- Kullanılan şerit testere makinesi
- Tekli kesim, katmanlı kesim veya paket kesim
- Müşteriye özel gereksinimler
- İşlenecek malzeme türü
1. Bant Uzunluğu
Bant uzunluğu, kullanılan şerit testere makinesine bağlıdır.
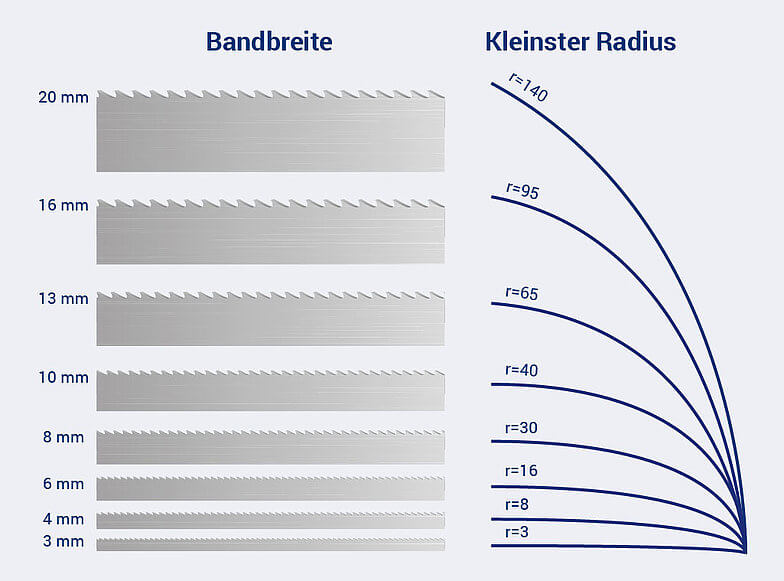
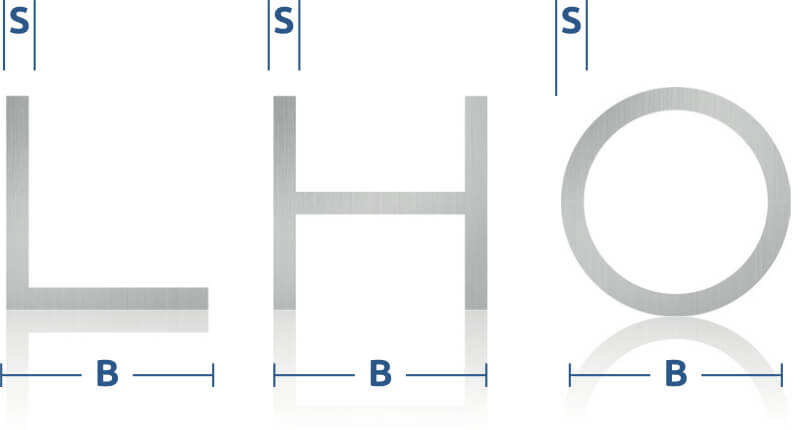
2. Bant Genişliği
Genel kural: Bant genişliği arttıkça şerit testere bıçağının stabilitesi de artar.
- Yatay makinelerde üretici talimatlarına uyulması önemlidir.
- Dikey makinelerde bant genişliği seçenekleri daha geniştir, ancak üretici önerileri dikkate alınmalıdır.
- Kontur kesimlerinde, kesilecek en küçük yarıçap bant genişliğini belirler.
3. Bant Kalınlığı
Genel olarak: Bant kalınlığı, şerit testere bıçağına daha fazla stabilite kazandırır ve burulma (torsiyon) direncini etkiler.
- Kullanılan şerit testere makinesine bağlı olarak, aynı bant genişliğinde farklı kalınlıklar tercih edilebilir
- Bant kalınlığı, kesimin doğruluğunu (düzlüğünü) etkiler
- Önerilen bant kalınlığı için makine üreticisinin talimatları dikkate alınmalıdır
4. Diş Adımı (Zahnteilung)
Diş adımı seçiminde belirleyici faktörler; testere bandının iş parçası ile temas uzunluğu ve işlenecek malzemedir. B.Y.cuttech, sabit ve değişken diş adımına sahip ürünler sunmaktadır.
- Optimum kesim sonuçları için doğru diş adımı seçimi kritik öneme sahiptir
- Diş adımı, testere bandının iş parçasına temas uzunluğuna göre belirlenir
- Çok küçük diş adımı, kesim sapmasına ve erken aşınmaya neden olabilir
- Çok büyük diş adımı, diş kırılmalarına yol açabilir
- Ekonomik ve verimli kesim için en az üç diş kesim sırasında temas halinde olmalıdır
Ahşap Kesimlerinde:
İş parçasının yüksekliği, uygun diş adımını belirler. Kesim sırasında en az 3 ve en fazla 18 diş temas halinde olmalıdır. Eğer bu sağlanamıyorsa ilerleme hızı düşürülmelidir.
Örneğin, 18 mm kalınlığında bir tahta için diş aralığı 6 mm’den büyük olmamalıdır.
Bu şu formüle dayanır:
18 mm / 3 diş = 6 mm
Metal Kesimlerinde:
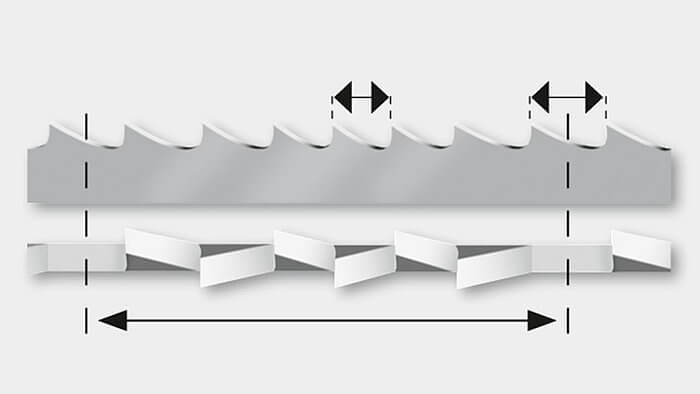
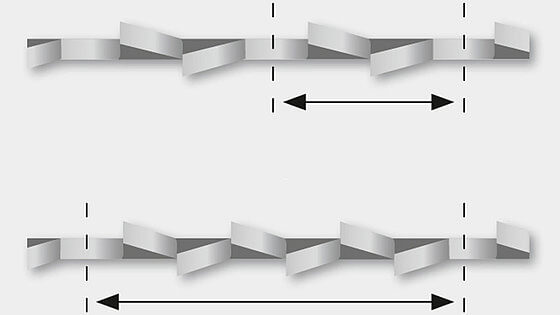
Diş adımı, inç başına düşen diş sayısı (TPI – Teeth Per Inch) ile ifade edilir (1 inç = 25,4 mm). Diş adımı seçiminde en önemli kriter, testere bandının iş parçası ile temas uzunluğudur. Ayrıca kesilecek malzeme ve kullanılan testere bandı türü de seçimde rol oynar. Sabit diş adımı, dişler arasındaki mesafenin eşit olduğu yapıyı ifade ederken; değişken diş adımı, aynı diş aralığında farklı mesafeler içerir. Örneğin 2-3 TPI ifadesinde, 2 TPI maksimum diş aralığını, 3 TPI ise minimum diş aralığını belirtir.
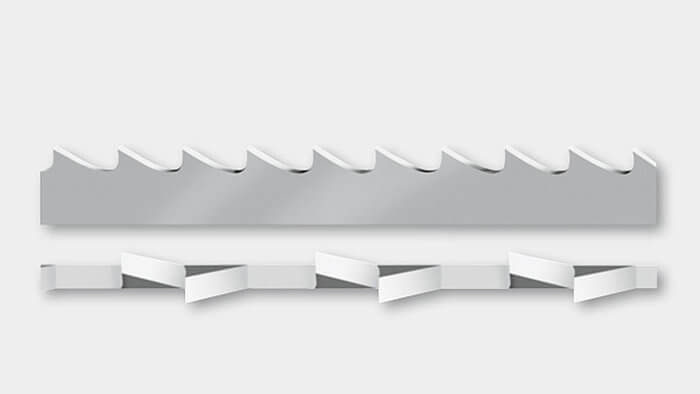
Sabit diş aralığı ve tek tip diş aralığı
Kesim işlemi sırasında sürekli değişen
diş aralığı daha az titreşim sağlar
Basit Kural:
Yumuşak malzeme = Daha az diş (15 diş idealdir)
Sert malzeme = Daha fazla diş (24 diş idealdir)
Tok malzeme = Orta diş sayısı (17 – 20 diş idealdir)
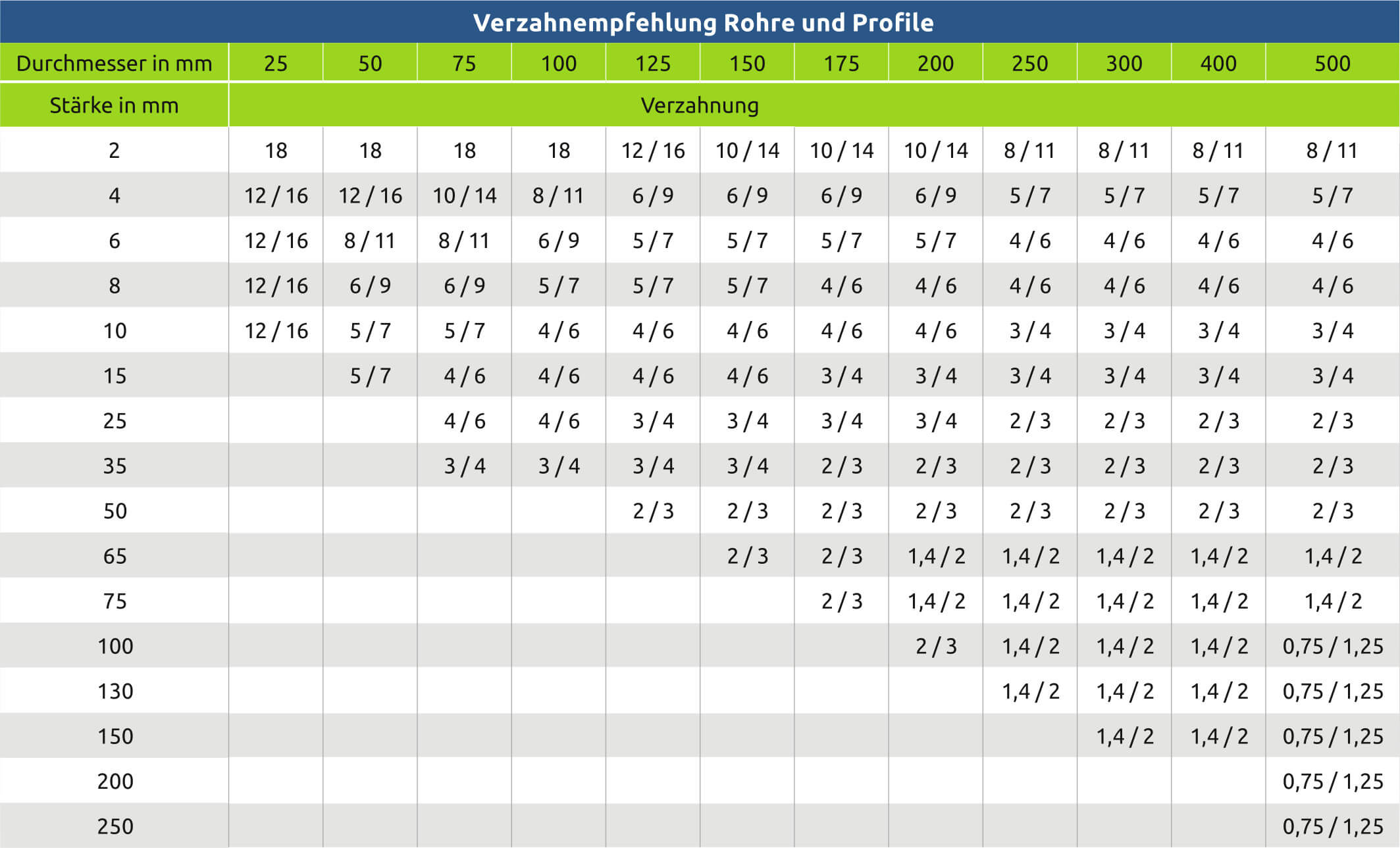
Borular ve Profiller İçin Doğru Diş Adımı Seçimi
İki veya daha fazla boru yan yana kesilecekse, tabloyu çift duvar kalınlığını dikkate alarak kullanınız.
Doğru diş adımı seçiminde belirleyici faktörler:
- Boruların ve profillerin katmanlı veya paket halinde kesimi
- Boruların ve profillerin tekli kesimi
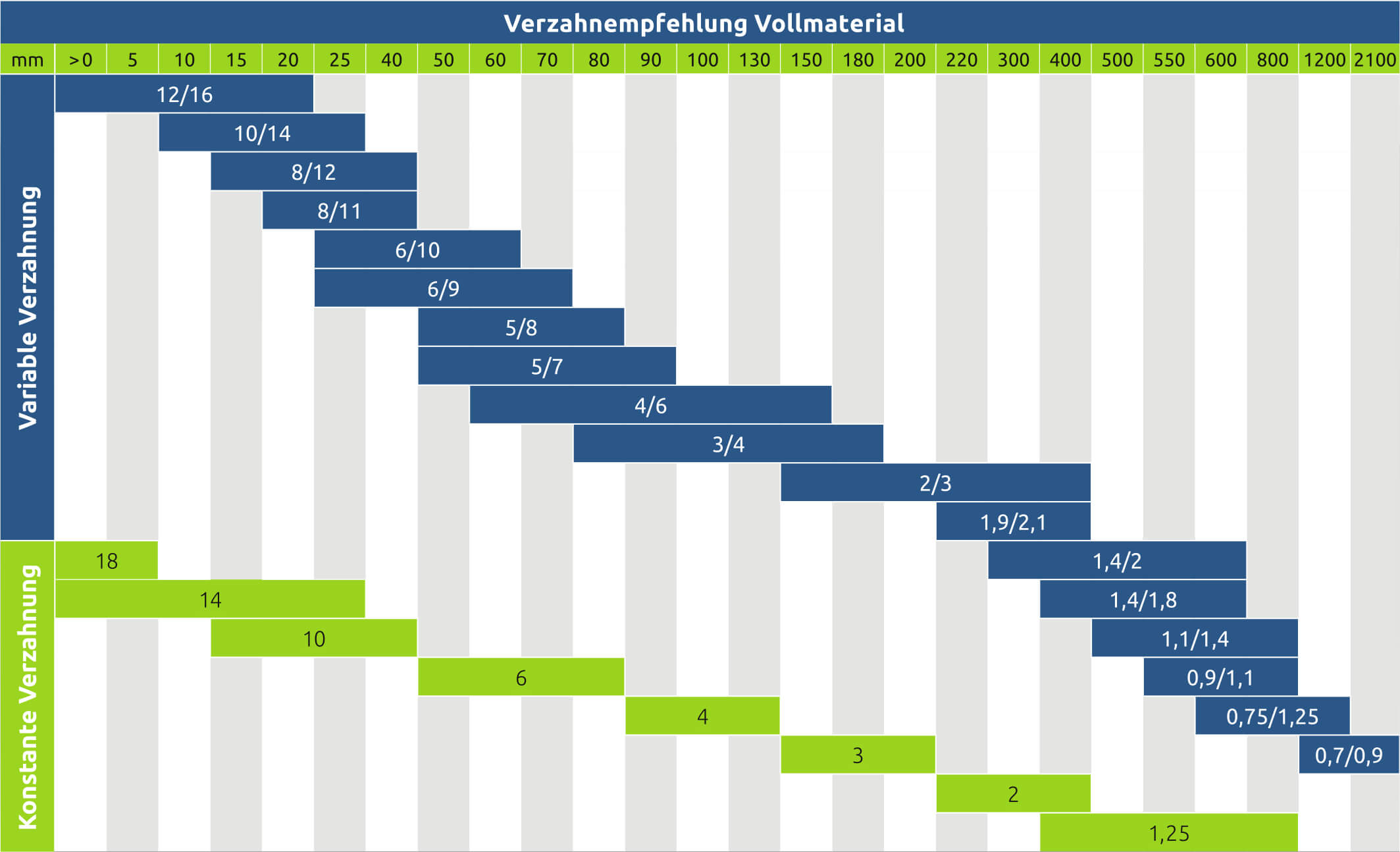
Masif Malzemelerde Doğru Diş Adımı Seçimi
- Optimum kesim sonuçları için doğru
diş adımı seçimi kritik öneme sahiptir. - Diş adımı, testere bandının iş parçası ile temas uzunluğuna göre belirlenir.
- Çok küçük diş adımı, kesim sapmasına ve erken
aşınmaya neden olabilir. - Çok büyük diş adımı, diş kırılmalarına yol açabilir.
- Ekonomik ve verimli kesim için en az üç diş kesim sırasında temas halinde olmalıdır.
5. Diş Formu
Diş formu seçimi, işlenecek malzemenin türüne bağlıdır.
B.Y.cuttech tarafından sunulan diş formları:
- S = Standart diş
- P = Profil diş
- K = Pençe diş
- T = Trapez diş
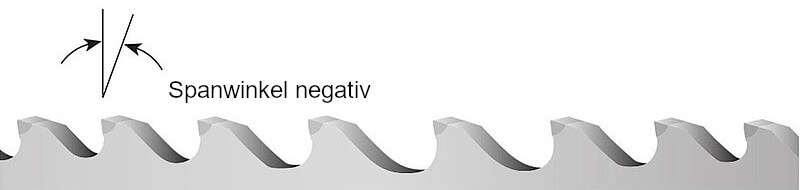
- TSN = Negatif talaş açılı trapez diş
- L = Boşluklu diş
Standart Diş (S)
- Kısa talaş oluşturan malzemeler
- Yüksek karbon içeriğine sahip çelikler
- Takım çeliği ve dökme demir
- Küçük kesitli iş parçaları
- İnce cidarlı profiller

Kanca Diş (K)
- Kısa talaş oluşturan malzemeler
- Yüksek karbon içeriğine sahip çelikler
- Takım çeliği ve dökme demir
- Küçük kesitli iş parçaları
- İnce cidarlı profiller

Profil Diş (P)
- Boşluklu ve açılı profiller
- Çelik kirişler
- Demet ve katman kesimleri
- Titreşime yatkın kesim işlemleri
Aralıklı Diş (L)
- Yumuşak malzemeler (Alüminyum, ahşap)
- Sadece takım çeliğinde
Trapez Diş (T)
- Yüksek talaş kaldırma performansı
- En iyi yüzey kalitesi
Trapez Diş (TSN)
- Yüzey sertleştirilmiş miller
- 65 HRC’ye kadar sertleştirilmiş çelik, mangan çeliği, sert krom kaplı iş parçaları
- 200 mm’ye kadar çaplar
6. Diş Seti (Ayar)
Doğru bir diş seti (ayar), optimum kesim performansı için kritik öneme sahiptir.
Dişlerin, şerit gövdesinin düzlemine göre dönüşümlü olarak sağa ve sola açılmasıyla
gerekli kesim boşluğu (freischnitt) oluşur. Bu sayede şeridin sıkışması önlenir.
Başlıca diş seti (ayar) türleri:
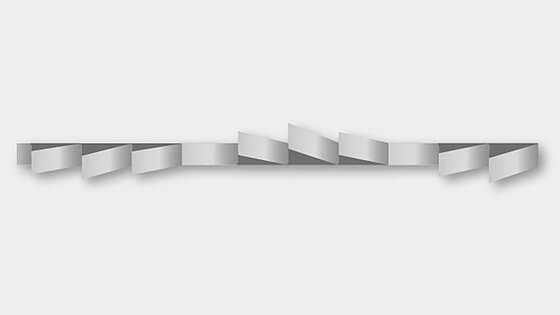
- Standart set
- Grup set
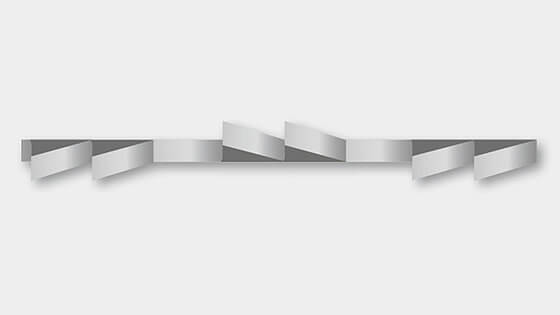
- Dalga set
Yüksek iç gerilime sahip malzemelerde, kesim kanalında sıkışmayı önlemek için
ekstra geniş diş setine sahip özel tasarımlar gereklidir.
Karbür (sert metal) şerit testerelerde, gerekli kesim boşluğu genellikle
taşlanmış trapez diş geometrisi ile sağlanır. Ancak bazı karbür şerit testerelerde,
bimetal şerit testerelere benzer şekilde ek diş seti uygulanması gerekebilir.
Standart Diş Seti
- Çelik, döküm ve sert demir dışı metallerde 5 mm ve üzeri kesim kalınlıkları için üniversal kullanım.
- Sabit diş adımı:
Diş dizilimi sol / sağ / düz - Değişken diş adımı: Her aralıkta en az bir diş set verilmeden bırakılır, diğer dişler ise tekrar eden şekilde sol / sağ veya ters sırayla ayarlanır.
Grup Diş Seti
- 4–18 diş/inç (ZpZ) aralığındaki şerit testerelerde grup diş seti, kesilen malzemenin yüzey kalitesini iyileştirir.
Dalga Diş Seti
- 5 mm’ye kadar saclar, ince cidarlı borular ve profiller için uygundur.
7. Kesici Malzeme
Kesici malzeme seçiminde belirleyici faktör, kesilecek malzemenin işlenebilirliğidir.
Kesici malzemelerimiz beş ana gruptan oluşmaktadır:
- Karbon çeliği
- Carbon çeliği
- Takım çeliği
- Karbür (sert metal)
- High-Speed-Steel (HSS)